
Sérsniðnir plasthlutar


Sem einn af samkeppnishæfustu mygluframleiðendum og sprautumótunarfyrirtæki í Kína. við þjónum fjölbreyttu úrvali iðnaðarforrita, þar á meðal heimilisnota, farartæki, rafeindatækni, læknisfræði, landbúnað, námuvinnslu og o.s.frv.
Þjónusta okkar felur í sér:
- CAD hönnun/mótflæðisgreining/DFM
- Sérsniðin sprautumót, steypugerð
- Plastsprautumótun
- Frumgerð, framleiðsla í litlu magni
- Málverk, kunnátta prentun, samsetning
Inngangur
Sprautumótunarverslunin okkar útbjó 12 sett af plastsprautumótunarvélum, allt frá 40ton til 800 tonn, við bjóðum upp á 24 tíma á dag, 7 daga vikunnar sjálfkrafa framleiðsluþjónustu. Plastplastefnið sem við völdum nær yfir breitt úrval, inniheldur ABS, PC, PP, PA, PMMA, POM, PE osfrv.
Við smíðum mót fyrir plastsprautumótun, í upphafi mótahönnunar tökum við tillit til sprautumótsins, það gerir okkur kleift að ná stysta mótunarferlistíma, lágmarks viðhaldskostnaði, sem myndi að lokum gagnast viðskiptavinum okkar. Framleiðslupantanir í litlu magni eru líka velkomnar, það gerðist alltaf þegar viðskiptavinum finnst kostnaðurinn óbærilegur, sérstaklega kostnaður við moldframleiðslu. Mótið okkar er fær um að bjóða upp á alhliða lausnir til að lækka fjárhagsáætlun þína fyrir verkefni með litlu magni með góðum gæðum. Sérfræðingar okkar vinna með þér saman að því að finna bestu lausnina fyrir fyrirtækin þín.
Við höfum reynslu af ýmsum plastsprautumótum fyrir bíla, lyf, lýsingu, íþróttabúnað, heimilistæki og landbúnað. Eins og er höfum við 20 framúrskarandi verkfræðinga í fyrirtækinu okkar, flestir þeirra hafa góða menntun í plastsprautumótunariðnaði, þeir eru stoltir af verkum sínum, við getum útvegað 20 sett af sprautumótum á mánuði. Til að fullnægja ströngustu kröfum alþjóðlegra fyrirtækja, fjárfestum við stöðugt í nýjustu tækni og útbúum fullkomnustu mótaframleiðsluaðstöðu, við erum með fulla innspýtingarmótaframleiðslu, sprautumótun, málningu, samsetningargetu, búnaður okkar inniheldur en takmarkast ekki við : 8 sett af CNC, nákvæmni 0,005 mm; 14 sett af EDM spegli, 8 sett af hægum vírklipptum, 12 settum sprautumótunarvélar á bilinu 40 tonn til 800 tonn, 1 sett af 2d vörpunmælingum, 1 sett af CMM. Við getum smíðað plastmót og steypa að hámarki 7,5 tonn, mótaðir plasthlutar Hámark 1200g. Við notum einnig háþróaða CAD/CAM/CAE kerfið, við getum unnið með gagnasnið á pdf, dwg, dxf, igs, stp o.fl.
Vinnureglu
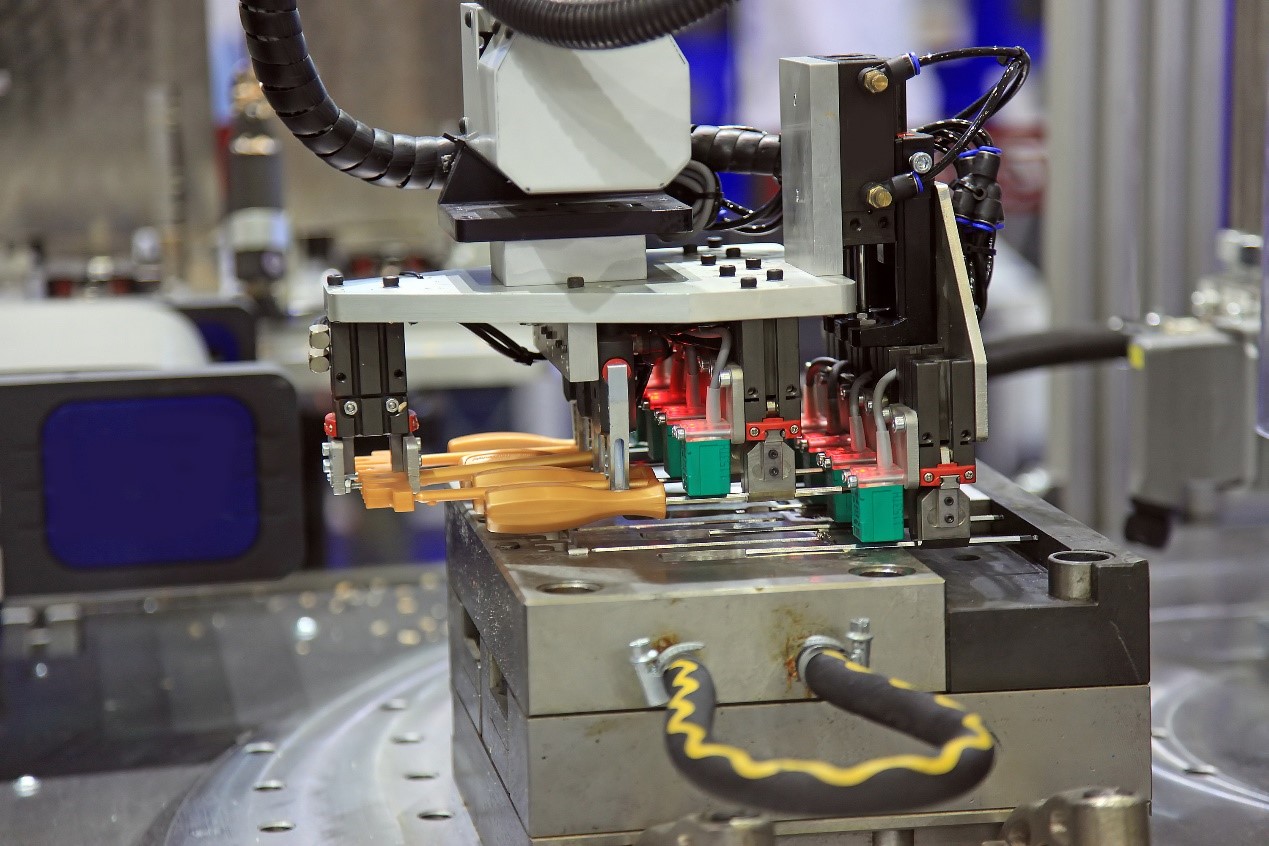
Sprautumótunin er ferli til að mynda plastplastefnið í æskilega lögun. Sprautumótunarvél þrýstir bræddu plastinu inn í mótið og kælir niður með kælikerfi í fast hannað form, næstum allt hitaplast með þessari aðferð, samanborið við aðra vinnsluaðferð, sprautumótun hefur kost á nákvæmni, framleiðni, það hefur meiri kröfur um búnað og mold kostnaður, svo það er aðallega fyrir mikið magn framleiðslu á sprautumótuðum hlutum.
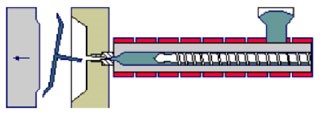
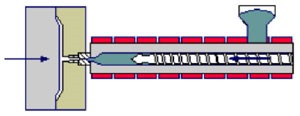
Sprautumótunarvél sem er almennt notuð stimpilhólk / skrúfuhólkur. Innspýtingsmótunarferli: fæða plasthráefnið úr tunnunni inn í tunnuna, stimpillinn byrjar að þrýsta, plasthráefninu er ýtt inn í hitunarsvæði og síðan í gegnum framhjáhlaupið, bráðið plastið í gegnum stútinn inn í moldholið, þá rennur vatn eða olía í gegnum hannað kælikerfið til að kæla niður mótið til að fá plasthlut. Sprautumótaðir hlutar úr moldholinu eru venjulega nauðsynlegir fyrir rétta meðferð til að fjarlægja álagið sem myndast við mótunarferlið til að hafa góðan víddarstöðugleika og afköst.
Sex stig afplastsprautumótunferli
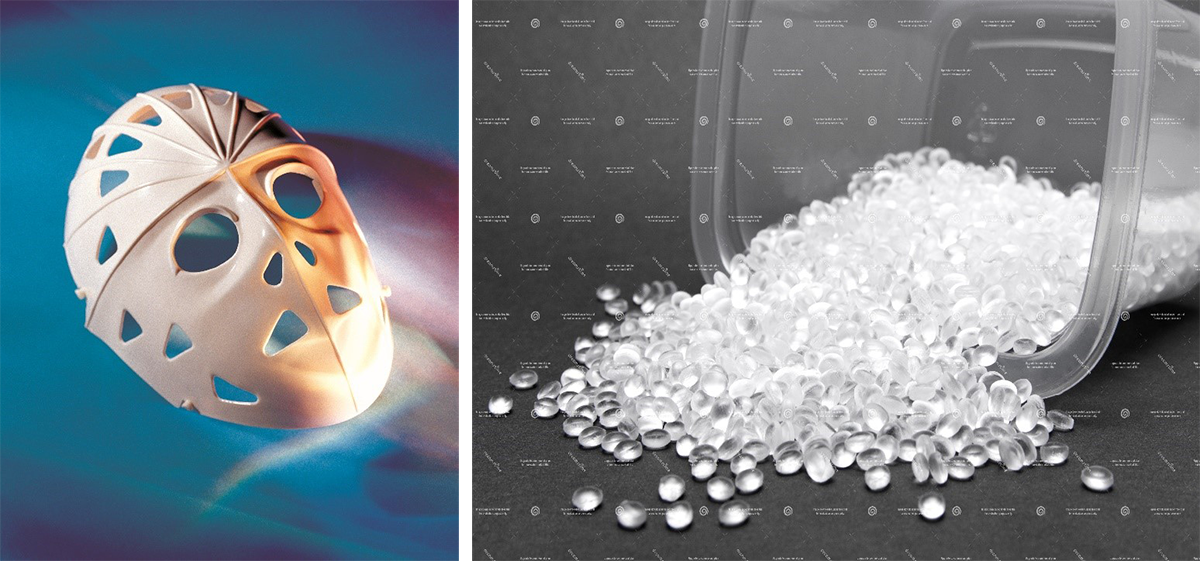
Plastsprautumótunarferlið byrjar með þyngdaraflsfóðrun pólýólefínköggla úr töppu inn í inndælingareiningu mótunarvélarinnar. Hiti og þrýstingur er settur á pólýólefín plastefnið, sem veldur því að það bráðnar og flæðir. Bræðslunni er sprautað undir háþrýstingi í mótið. Þrýstingi er haldið á efnið í holrúminu þar til það kólnar og storknar. Þegar hitastig plasthlutans er lægra en brenglunarhitastig efnisins opnast mótið og plasthlutinn kastast út.
Heildar innspýtingarferlið er kallað mótunarlota. Tímabilið frá upphafi innspýtingar bræðslunnar í moldholið og opnun moldsins er kallað lokunartími klemmunnar. Heildar innspýtingarferilstími samanstendur af lokunartíma klemmunnar auk tímans sem þarf til að opna mótið, kasta út plasthlutanum og loka mótinu aftur, sprautumótunarvélin flytur plastefnið í mótaða hluta í gegnum bráðnun, innspýting, pakkning, og kælingu hringrás. Plastsprautumótunarvél inniheldur eftirfarandi helstu íhluti eins og hér að neðan.
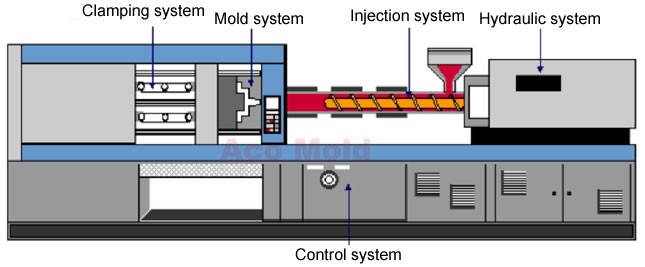
Inndælingarkerfi: Færðu hráefnin í strokkinn, hitaðu upp og bræddu það niður, ýttu bráðnu efnum inn í holrúmið í gegnum varahlutinn.
Vökvakerfi: til að veita inndælingarkraftinn.
Myglakerfi: til að hlaða og setja saman mótið.
Klemmukerfi: til að veita pökkunarkraft.
Stýrikerfi: til að stjórna aðgerð, kælikerfi.
Klemmukraftur er almennt notaður til að bera kennsl á afkastagetu plastsprautunarvélarinnar, aðrar breytur eru skotrúmmál, innspýtingarhraði, innspýtingsþrýstingur, skrúfa, uppsetning sprautustöngs, mótastærð og fjarlægð milli bindastönga. Hægt er að skipta plastsprautumótunarvélum í nokkra flokka, fyrir utan almennar vélar fyrir venjulega plasthluti án mikillar nákvæmni eða óvenjulegrar hönnunar, eru til vélar með þéttum þolmörkum sérstaklega fyrir hluta með mikilli nákvæmni og háhraðavélar fyrir þunnveggða hluta.
Allt sprautumótunarferli felur í sér eftirfarandi sex skref
1) Mótið lokar og skrúfan byrjar að hreyfast áfram til inndælingar.
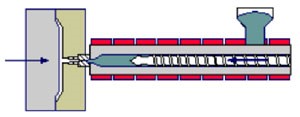
2) Fylling, kastaðu bræddu hráefni í holrúmið.
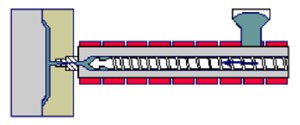
3) Pakkaðu, holrúmið er pakkað þar sem skrúfan færist stöðugt áfram.
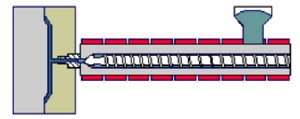
4) Kæling, holrúmið kólnar þegar hliðið frýs og lokar, skrúfan byrjar að dragast inn til að mýkja efni fyrir næstu lotu.
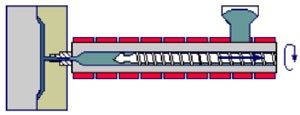
5) Mót opið og hluta útkast, mótið opnast og hlutum er sprautað út með útkastkerfi.
6) Lokaðu, mótið lokar og næsta lota hefst.
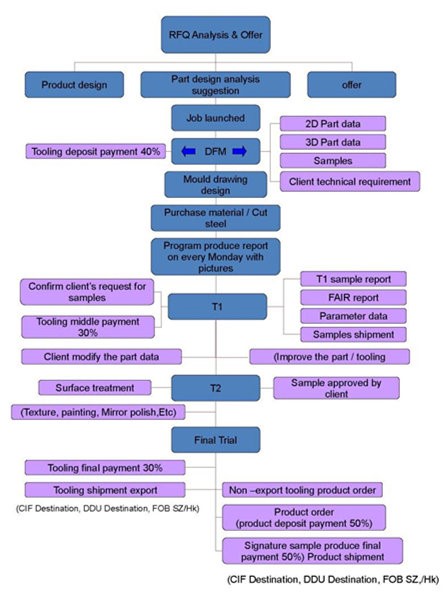
PO Verklag
Frá fyrirspurn til PO lokað, höfum við staðlað verklag til að fylgja, það hjálpar bæði innri og viðskiptavinum alltaf að skýra hvar við erum. Umskipti hvers skrefs yrðu líka auðveldari og sléttari.
Pöntunarferli fyrir útflutningssprautu plastmót:
- Fékk 2D/3D hluta teikningu frá viðskiptavinum, verkefnastjóri heldur kick-out fund til að fara yfir gögn frá viðskiptavinum með móthönnuðum, moldarframleiðendum, QA stjórnanda, PMC. Safnaðu öllum upplýsingum sem hafa verið ræddar, sendu DFM skýrslu til viðskiptavina til staðfestingar.
- DFM skýrsla inniheldur allar nauðsynlegar upplýsingar fyrir hönnun og framleiðslu. Móthlið, útkastsleið, uppsetning inndælingarpinna, uppsetning hluta, mótskillína, kælilína. Sérstakur uppbyggingareiginleiki eins og rennibrautir, hornlyftarar, frágangur á formkjarna og holrúmi, leturgröftur osfrv.
- Eftir að allar upplýsingar hafa verið ræddar í gegn, byrja móthönnun og 2d skipulag mótshönnunar til viðskiptavina innan 1-3 daga, móthönnun í 3D tekur 3-7 daga fer eftir því hversu flókið mótið er.
- Sendu móthönnun til viðskiptavina til samþykkis, byrjaðu að panta moldstál, moldgrunn, fylgihluti eftir innborgun. Ferliskýrsla yrði lögð fram og sýndi allt ferlið sem fyrirhugað er. Vikuleg skýrsla myndi fylgja þegar framleiðsluferli myglunnar færist áfram þar til því er lokið.
- Mótprófun í fyrsta skipti segir til um hvort allt mótunarkerfi virki rétt, rúmfræði hlutar er rétt, við athugum moldkælikerfi, mótsprautukerfi, mygluútkastarkerfi osfrv. Eftir rétta breytingu, yrðu T1 mótuð plastsýni send til viðskiptavina saman með víddarskýrslu, sprautumótunarbreytu. venjulega er það 90% af fullkomnun.
- Fáðu athugasemdir fyrir endurbætur á sýni, virkni, útliti, víddar eftir leiðréttingar, kláraðu áferð/fægingu, leturgröftur, sendu sýnin til lokasamþykkis.
- Gerðu smá sjálfkrafa og CPK skýrslurannsókn til að tryggja stöðugleika verkfæra.
- Pökkun moldsins með trékassa, ef moldið er flutt á sjó, leggjum við sérstaka áherslu á lofttæmupökkunina til að koma í veg fyrir að ryðga. Pakkarnir innihalda allar 2d/3d móthönnunarteikningar, NC forritunargögn, kopar, varahluti, skiptanleg innlegg o.s.frv.
- Fylgjast með vinnuframmistöðu myglunnar í verksmiðju viðskiptavina og veita nauðsynlega þjónustu.
Við getum jafnvel búið til stórar plastvörur sem kröfur viðskiptavina, sem er mikið notað í námuvinnslu, iðnaði, byggingariðnaði og svo framvegis. Vinsamlegast hafðu samband við verksmiðjuna fyrir sérstakar kröfur.












